Manufacturing Analytics: Why It Matters More Than Ever in 2026
Discover why manufacturing analytics is critical in 2026. Learn how it reduces downtime, improves OEE, quality, and supply chain efficiency. Market growing at 24.1% CAGR with real-world use cases in predictive maintenance, real-time monitoring & more.




Introduction
In manufacturing, success has always been about seeing the full picture. You need to anticipate problems, balance production targets, maintain quality, and control costs all at the same time. For many years, senior operations leaders depended heavily on their experience and sharp instincts developed on the shop floor.
Then manufacturing analytics arrived.
A lot of leaders worried it would replace human judgment. They feared manufacturing data analytics and predictive analytics in manufacturing would simply highlight everything they could not see, making years of hard-earned experience less valuable.
But the opposite happened.
Instead of replacing experienced leaders, manufacturing analytics is empowering them. Those who combine their deep knowledge of operations with real-time insights are moving faster, solving problems earlier, and achieving results that felt difficult before. The best manufacturing leaders are not being replaced. They are simply playing at a much higher level.
What Is Manufacturing Analytics?
Manufacturing analytics is the process of collecting and analyzing data from machines, sensors, production lines, ERP systems, and supply chains, then turning that data into clear, practical insights.
It is much more than basic reports or spreadsheets. Good manufacturing analytics brings together four key capabilities:
Four Types of Manufacturing Analytics
Descriptive: What happened?
Diagnostic: Why did it happen?
Predictive: What is likely to happen?
Prescriptive: What should we do about it?
In simple terms, manufacturing analytics transforms the large volumes of data that plants already produce every day into useful intelligence. This leads to less downtime, better product quality, higher efficiency, and stronger overall performance.
Whether you manage one factory or several plants, manufacturing analytics has become essential for staying competitive in today’s industrial environment.
Why It Matters More Than Ever in 2026
Manufacturing faces more pressure than ever. Rising costs, supply chain problems, labor shortages, and tight margins have made data-driven decisions critical for both survival and growth.
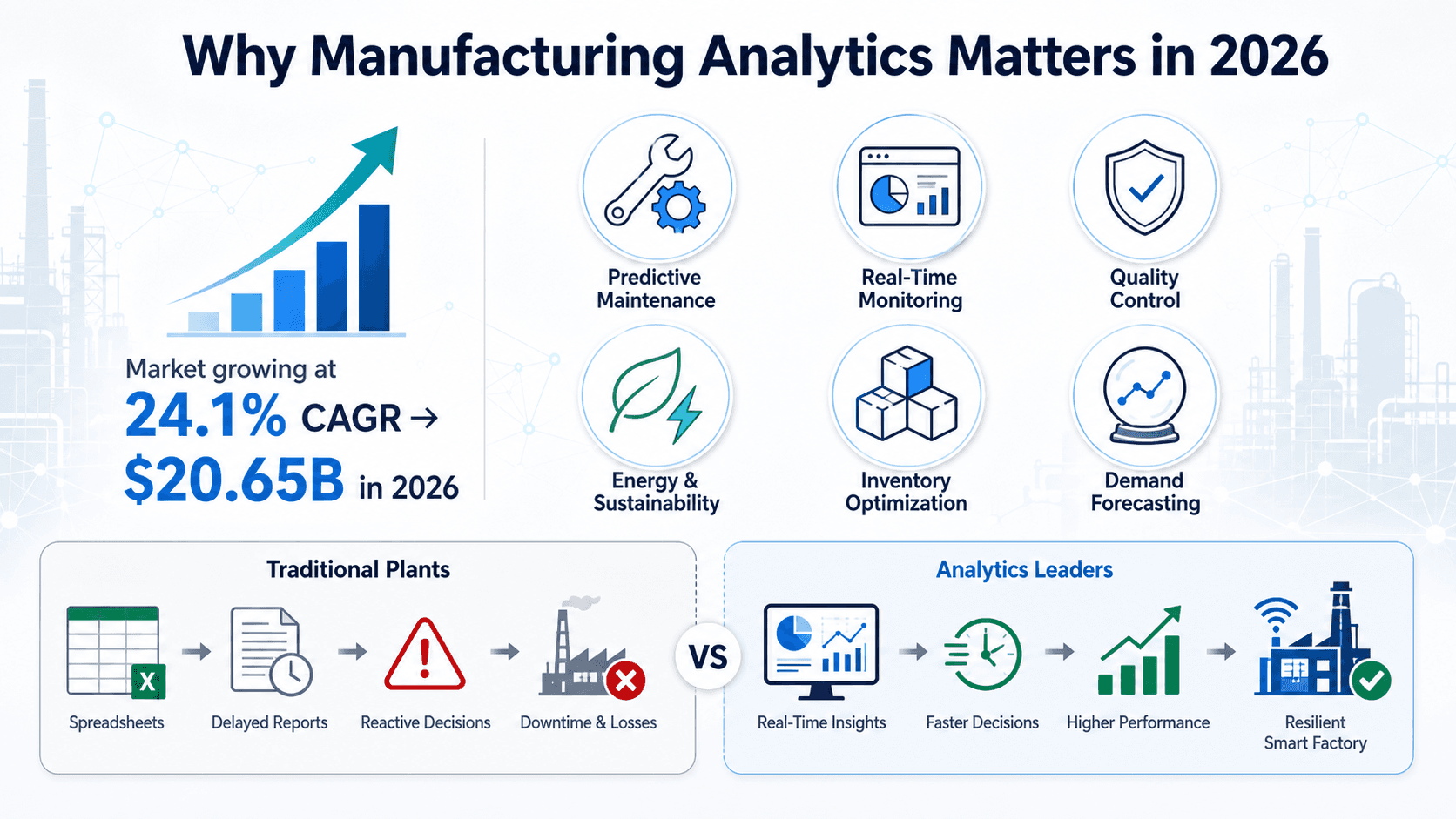
Manufacturing analytics has become a real competitive advantage. Leading companies are using it to cut unplanned downtime, improve Overall Equipment Effectiveness (OEE), strengthen quality control, and better manage inventory and supply chains.
According to the Manufacturing Analytics Market Report 2026, the market is growing rapidly. It is expected to increase from 16.64 billion dollars in 2025 to 20.65 billion dollars in 2026, at a compound annual growth rate of 24.1 percent. It could reach 49.03 billion dollars by 2030. This expansion is driven by more IoT devices, AI tools, cloud platforms, digital twins, and greater focus on sustainability and real-time operations.
The difference between leaders and traditional plants is growing quickly. Many factories still depend on spreadsheets and delayed monthly reports. Meanwhile, companies using manufacturing analytics are gaining clear advantages in speed, cost control, and resilience.
High-Impact Use Cases
Manufacturing analytics brings together data from the factory floor and business systems. This gives leaders real-time visibility into equipment, materials, orders, and operations.
Here are the areas delivering the strongest results right now:
1. Predictive Maintenance
Instead of waiting for equipment to break down, sensors track vibration, temperature, pressure, and cycle times to predict problems days or weeks ahead. For example, an automotive parts plant can detect early bearing wear on a critical stamping press and schedule maintenance before it causes a full line stoppage.
2. Real-Time Production Monitoring
Live dashboards show current line performance, bottlenecks, scrap rates, and OEE instantly. A chemical manufacturer, for instance, can see when a reactor temperature starts drifting and adjust parameters immediately instead of waiting for the next shift report.
3. Quality Analytics
Advanced tools spot small process changes before they cause defects. A food processing company can track mixing times, temperature, and ingredient flow to catch variations early, reducing rejected batches and protecting brand reputation.
4. Energy and Sustainability Tracking
Analytics helps identify energy waste in real time. A heavy machinery manufacturer can discover that certain CNC machines are drawing excess power during idle periods and automatically schedule them to shut down between shifts.
5. Inventory Optimization and Supply Chain Visibility
Connecting shop floor data with demand signals helps avoid both stockouts and overstock. Manufacturers can now adjust raw material orders based on actual production rates and supplier delays rather than monthly forecasts.
6. Demand Forecasting and Product Development
Analytics improves demand predictions and uses production plus field data to refine future designs. This helps reduce manufacturing complexity in new product versions.
These use cases have moved from pilot projects to mainstream practice. From 2025 to 2026, adoption of manufacturing analytics has accelerated, especially through better IoT integration, cloud tools, and AI capabilities. Companies making good progress are seeing faster decisions, lower costs, higher productivity, and greater resilience.
Choosing the Right Approach
Not all manufacturing analytics solutions are created equal. Selecting the right platform is critical for long-term success.
When evaluating options, look for these essential capabilities:
Strong integration with existing OT and IT systems (machines, sensors, ERP, MES, and supply chain tools) without requiring a full rip-and-replace.
Intuitive, self-service interfaces that allow engineers, supervisors, and managers to explore data independently.
Real-time capabilities with fast query performance for live production monitoring.
Scalability from a single line to multi-site operations.
Robust security and compliance features designed for industrial environments.
Many leading platforms today meet these criteria. One solution worth considering is Supaboard, which is built specifically for complex manufacturing data. Its natural language search interface allows users to ask questions in plain English and receive instant answers, making it easier for operations teams to get the insights they need without waiting for reports or IT support.
The best platform is ultimately the one that fits your current infrastructure, empowers your team, and delivers fast, trustworthy results.
Frequently Asked Questions
What is manufacturing analytics?
Manufacturing analytics is the process of collecting, analyzing, and turning data from factory machines, sensors, production lines, ERP systems, and supply chains into clear, actionable insights. It helps manufacturers reduce downtime, improve quality, and make faster, better decisions.
How does predictive analytics in manufacturing work?
Predictive analytics in manufacturing uses sensor data and machine learning to forecast equipment failures, quality issues, and demand changes before they occur. This shifts operations from reactive to proactive, helping reduce unplanned downtime and maintenance costs.
What are the key benefits of manufacturing data analytics?
Manufacturing data analytics improves Overall Equipment Effectiveness (OEE), reduces waste and defects, optimizes inventory, strengthens supply chain visibility, and lowers operational costs. It provides real-time insights that help manufacturers become more efficient and competitive.
Is manufacturing analytics suitable for small and medium-sized manufacturers?
Yes. Many modern solutions are scalable and cloud-based, allowing smaller manufacturers to start with one production line or a specific use case such as predictive maintenance and expand gradually as they see results.
How do I choose the best manufacturing analytics software?
Choose manufacturing analytics software based on strong OT/IT integration, real-time performance, ease of use, scalability, and industrial-grade security. Prioritize platforms that offer self-service capabilities and quick time-to-value without complex setups.
The Road Ahead
In 2026 and the coming years, manufacturing analytics will continue to grow smarter with better AI support. However, the most successful companies will be those that combine experienced human judgment with reliable, real-time data.
Operations leaders who build a strong analytics foundation now will be better prepared to reduce downtime, improve quality, control costs, and create more resilient plants.
Ready to turn your plant data into a real advantage?
Supaboard helps manufacturing teams cut through complexity and find the answers they need quickly. Book a short demo tailored to your operations and see how it can support better decisions at your plant.